
为了提高排气歧管螺栓拧紧扭矩的控制精度, 对标准螺栓的工作扭矩大小以及公差范围进行了查阅, 在满足螺栓扭矩要求的前提下, 要控制螺栓拧紧扭矩就要对拧紧工具的扭矩控制精度进行了解, 为此, 从手持式螺丝刀、固定式螺丝刀、电动定扭矩扳手以及固定式电动数控螺丝刀四种方面阐述了螺栓拧紧扭矩控制原理, 能够有效的提升螺栓扭矩的精度等级, 提高了排气歧管固定过程的稳定性, 保证了产品品质的可靠。
排气歧管主要工作职能是将发动机各气缸内的废气导入到总管路中, 在固定方式上通常采用螺栓连接的方式安装在气缸盖上。气缸盖由于有水冷系统的加持温度维持的比较低, 而排气歧管在工作中内部气体温度能够达到上千摄氏度, 当排气歧管本身的温度达到950℃时, 会由于金属热胀冷缩的特性而产生较大的变形。在变形的过程中当排气歧管遇到外力的阻止时, 内部就会出现应力以及塑性变形, 严重会造成排气歧管永久变形直至报废。
为此, 在考虑排气歧管与发动机缸盖的固定方式上, 必须要让排气歧管和密封圈同步变形, 同时允许密封圈在发动机缸盖密封面上滑动, 另外固定排气歧管的螺栓必须要提供足够的压紧力, 保证密封圈滑动过程中的密封效果。因此, 对排气歧管螺栓拧紧扭矩进行控制有利于提高排气歧管的密封性能, 保证排气歧管的正常工作。
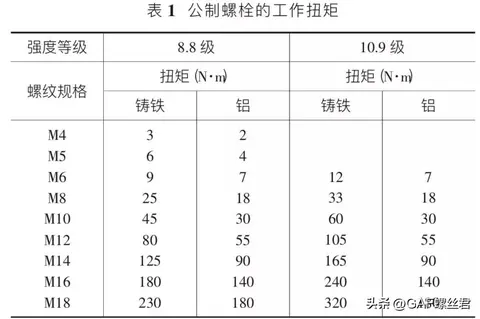
一、标准螺栓的工作扭矩大小及公差
通过查阅机械手册可以得出标准螺栓的工作扭矩以及扭矩的公差等级, 分别见表1、表2和表3。

二、排气歧管螺栓拧紧扭矩控制
排气歧管固定螺栓正常工作是确保其正常工作的重要因素, 同时对于保证排气歧管接口处的密封性能起到重要作用, 因此对排气歧管螺栓零件扭矩进行控制非常重要, 合理选择拧紧工具是保证拧紧扭矩的前提。
2.1 手持式螺丝刀
手持螺丝刀中包含有液力控制装置, 在通常使用的工况下, 螺丝刀的拧紧扭矩分别由两个因素决定, 即电机功率以及扭矩惯性。
有一些比较高级的手持螺丝刀, 内部结构装配了离合器装置, 在拧紧螺栓过程中, 当扭矩达到了设定的值, 离合器动作会断开电机与螺丝刀端部的连接, 可以精确的控制螺栓的拧紧扭矩。
2.2 固定式螺丝刀
固定式螺丝刀和手持螺丝刀比较相似, 只是使用的环境有所改变, 通常来说带有离合器或者伺服机构的手持螺丝刀都可以制作成固定式的。
在进行扭矩数值的测量时, 需要在内部装置中添加扭矩或角度测量器来达到功能, 测量的目的是对安装中的扭矩进行控制。具有伺服控制的螺丝刀, 在使用过程中伺服机构会对扭矩进行精确控制, 最低误差能够控制在1%, 扭矩控制精度要求越高相应的螺丝刀的转速就越低。
2.3 电动定扭矩扳手
电动定扭矩工具通常是由以下部分组成的定扭矩扳手、控制系统、线束、开关信号显示器、辅助固定装置以及零部件等。
电动定扭矩扳手的拧紧扭矩控制范围为5%, 另外, 该工具还具有监控功能, 可以将正在拧紧的螺栓扭矩实时的反馈到显示屏上, 当排气歧管中未拧紧的螺栓时也会有信息反馈, 同时辅助固定装置会保持夹紧状态, 并在所有螺栓都拧紧并且扭矩数值符合标准后, 才会消除加持力。
2.4 固定式电动数控螺丝刀
固定式电动数控螺丝刀可以实现自定义编程服务, 根据螺栓拧紧扭矩的具体要求采取不同的策略。在螺丝刀正常功能的使用区间内, 可以根据排气歧管不同位置螺栓的拧紧需求对转速、扭矩值、拧紧时间以及拧紧工艺等相应的进行改变。
该螺丝刀不仅能够对其工作任务进行编辑, 同时能够对工作完成情况具有实时监控和反馈功能, 能够有效的控制螺栓拧紧扭矩的精度, 一般来说, 固定式电动数控螺丝刀的控制精度都能够小于1%。
在进行多螺栓拧紧工作时, 可能会遇见拧紧面凸起或凹陷不平整的情况, 在进行拧紧时需要特别注意, 如图1、图2所示。

三、结 语
排气歧管采用螺栓的方式固定到发动机气缸上, 具有加工便捷、装配方便的优点, 但是螺栓固定也存在着许多不确定因素, 加强对螺栓拧紧扭矩的控制能够提高排气歧管工作的可靠性, 而对扭矩的控制首先要从手持式螺丝刀、固定式螺丝刀、电动定扭矩扳手以及固定式电动数控螺丝刀四种方面拧进行研究, 合理的工具能够有效提升螺栓扭矩的控制精度。
今天的话题,就分享到这里,不当之处,欢迎批评指正;若您有任何疑问或建议,或需要进群交流的小伙伴,可关注螺丝君WX公众号:GAF螺丝君(GAF-luosijun)

 渝公网安备50010502503425号
渝公网安备50010502503425号
评论·0